


 The next operations were on the bottom side of the stock, so it brings us to workholding, flipping the wood, ensuring it’s square, and keeping everything aligned.
The next operations were on the bottom side of the stock, so it brings us to workholding, flipping the wood, ensuring it’s square, and keeping everything aligned.
At this time, I didn’t yet have a good solution for how to even square up wood to begin with, so I ended up placing the wood against pegs and tightening some square washers against them with some woodscrews. I machined the top side flat, then flipped it and machined the bottom face flat as well.
To square up the sides of the stock once the surfaces were flat, I cut the top half of all 4 sides, then flipped the wood and cut the bottom side to the same dimensions.
When I first did this process, the top and bottom halves of the stock did not match up at all. I had already trammed and squared my machine, but they were not matching by as much as 5mm at their worst point in the wood which was completely unacceptable. It turned out that my couplers for the motors to the ballscrews were slipping as I hadn’t cleaned the inner surfaces with alcohol or another degreaser prior to tightening them down. The weight of the gantry and relatively high accels were allowing slippage, resulting in the gantry coming unsquare.
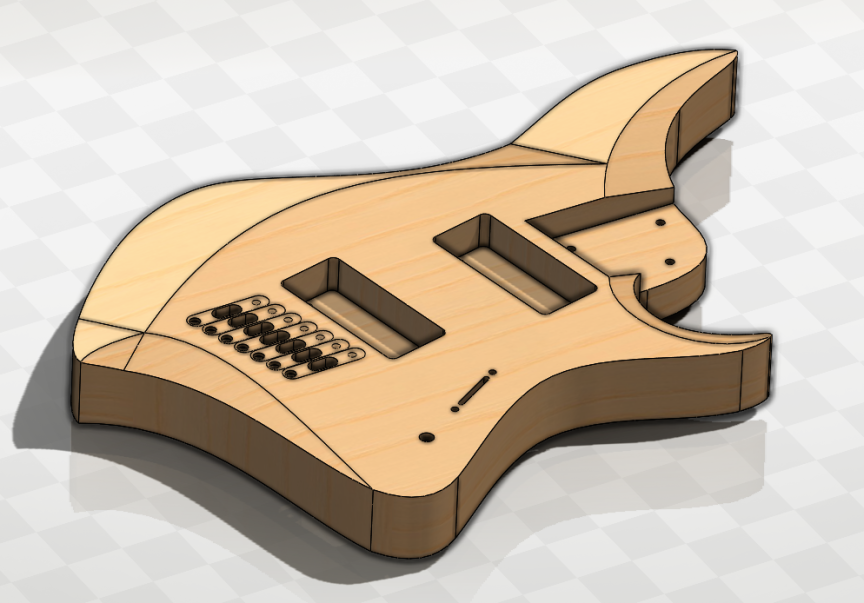
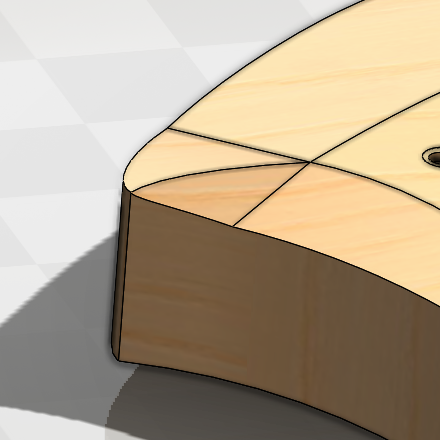
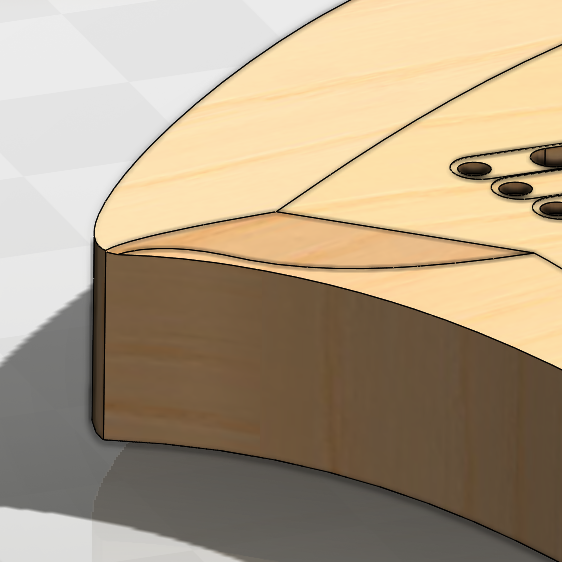
Once I resolved that machine issue, the top and bottom halves that I machined on the sides still did not align properly. While not nearly as bad, there was a mismatch of as much as 0.2mm (visible in the photo). I traced this down to the peg system that I had used, since wooden pegs allow some amount of flex, especially when they’re clamped against with the black square washers. Steel or aluminum pegs would’ve done a much better job – even broken endmills would make a good stand-in in this case, and would’ve allowed for better alignment.
My current practice to ensuring that the top and bottom are truly aligned though, is to use a 3D Touch Probe to actually probe the rotation of the stock. If the stock happens to be rotated by some small amount, I can rotate the G-code to match this rotation and ensure that the workpiece is cut squarely. I also think that using the black washers to clamp from the side ended up being to my detriment as well since it caused flex in the pegs that may appear even with aluminum or steel pegs.
I had also put screw holes offset from the edges of the wood by 10mm into each of the 4 corners that ended up working quite well, although I had also used the black pieces since I was afraid it would shift the stock when tightening the screws down.
Ultimately, workholding is a can of worms and there are likely other methods that are more reliable and effective.